Engineered with state-of-the-art LiFePO4 chemistry, ensuring max cycle life, strict safety compliance, and robust integration capabilities.
As the global energy transition accelerates, the demand for resilient, decentralised power systems has placed Commercial & Industrial (C&I) Energy Storage Systems (ESS) at the center of modern power grids. At the core of this segment is the 100kW battery storage system, typically paired with 200kWh capacity to provide a nominal 2-hour discharge profile. This configuration is widely recognized by power engineers and facility managers as the optimal building block for commercial peak-shaving, utility-grid frequency response, and robust microgrid architectures.
A high-quality 100kW battery system consists of three interconnected subsystems: the Battery Module array (using Lithium Iron Phosphate, or LiFePO4 cells), the Smart Battery Management System (BMS), and the Power Conversion System (PCS). Together, these subsystems enable precise power injection, fast response rates under grid transients, and advanced peak-to-valley energy arbitrage. By leveraging high-voltage series strings (often operating above 700V DC), system designers are able to achieve round-trip efficiency (RTE) figures exceeding 90%, mitigating thermal dissipation and reducing operational expenditure over a typical 10 to 15-year lifecycle.
The convergence of complete raw-material supply chains, gigawatt-scale production automation, and deep engineering experience.
Chinese factories sit at the epicentre of the global lithium supply chain. From precursor materials and cathode/anode production to mechanical sheet metal framing and advanced multi-layer PCBs for BMS units, over 70% of the entire lithium-battery manufacturing infrastructure is located in China. Sourcing from a factory like ELEMRO Energy ensures that you cut out middleman logistics costs, access direct-from-origin materials, and avoid regional supply blockages.
Modern Chinese factories employ advanced automated optical inspection (AOI), high-precision x-ray non-destructive weld testing, and automated cell grading machines. Every 100kW system is subjected to extensive capacity validation tests, multi-channel thermal cycling chamber exposures, and high-voltage insulation tests under realistic stress limits before shipping, complying with strict UL 9540A and CE standards.
Chinese engineers have managed high-volume iterations of commercial storage technologies. This enables factories to customize local grid communication standards (such as Modbus TCP, DNP3, or CAN bus interfaces) rapidly. Whether it requires integrating CdTe thin-film solar arrays or stacking multiple high-voltage modular packs into standard shipping containers, China's design agility accelerates lead times for global projects.
Where technology meets scale: transition to liquid cooling, solid-state chemistries, and AI-driven grid bidding systems.
We provide cleaner energy for a greener world through diverse commercial and utility assets.

High-durability photovoltaic glass materials for commercial building facades and solar roofing integration.

Pre-configured, containerised multi-megawatt battery systems for large-scale utility and grid ancillary services.

Turnkey commercial solar parking solutions combining renewable generation with EV charging and localized ESS buffering.
Established in 2019, headquartered in Xiamen, China, Elemro Energy has been specialized in new energy storage and electrical product solutions with rich experience. It is the market leader in the new energy industry that unifies R&D, production, and sales.
Our high-quality products have been successfully exported and integrated for more than 250 enterprise customers in Europe, Southeast Asia, Africa, Mid-east, America, etc. Since its establishment, ELEMRO’s revenue has been growing rapidly every year. ELEMRO’s annual turnover is expected to exceed 50 millions USD in year 2023.
Learn More About UsGet a comprehensive factory price catalog and technical blueprint drawings for 100kW ESS units within 24 hours.
Click to email our procurement team for direct pricing.
Maximizing ROI and system stability across diverse industrial terrains and complex urban layouts.
For commercial sites subject to high demand tariffs, a 100kW battery storage cabinet is programmed to discharge during local peak utility rate periods. By shaving the top 100kW off the facility's demand spikes, industrial enterprises can reduce utility costs by thousands of dollars per month, providing a direct amortization pathway.
Photovoltaic output is inherently intermittent. When coupled with a high-capacity 100kW battery system, excess solar production can be stored and used when solar insolation drops. This increases the self-consumption rate of onsite PV installations from typical values of 30% to over 80%, bypassing dynamic export limitations.
Data centers, medical storage rooms, and automated precision manufacturing plants cannot tolerate micro-second grid drops. Our factory-grade 100kW storage systems feature fast-transfer switching units (STS) that transition from grid-tied modes to islanded backup configuration in less than 20 milliseconds, safeguarding critical assets.
The installation of multi-vehicle DC rapid chargers (often pulling 150kW+ per charger) can compromise standard site transformer limits. A 100kW energy storage unit serves as a dynamic power buffer, charging slowly during low traffic and discharging in tandem with the grid to support high C-rate vehicle charges without upgrading transformer panels.
Key parameters procurement departments must evaluate before choosing a battery storage manufacturer.
Ensure the factory provides complete test certificates for UL 1973 (battery packs for stationary applications), UL 9540A (test method for evaluating thermal runaway fire propagation), IEC 62619 (industrial lithium batteries safety), and UN 38.3 (lithium battery transport safety standards).
Standard passive-balancing BMS units burn off energy as heat, whereas active-balancing battery management systems redistribute energy between higher and lower capacity cells in real-time. This increases usable energy output, improves overall temperature uniformity, and extends pack life by up to 15%.
For harsh outdoor environments (e.g., desert solar farms or high-humidity coastal zones), direct liquid cooling options should be prioritized over HVAC air cooling. Factory integration of liquid cold plates within each module is essential to prevent localized hotspots that accelerate cell degradation.
Stay updated with deep tech analyses, market studies, and global industry updates from ELEMRO’s engineering team.
Answering critical queries on reliability, mechanical integration, thermal control, and lifecycle performance.








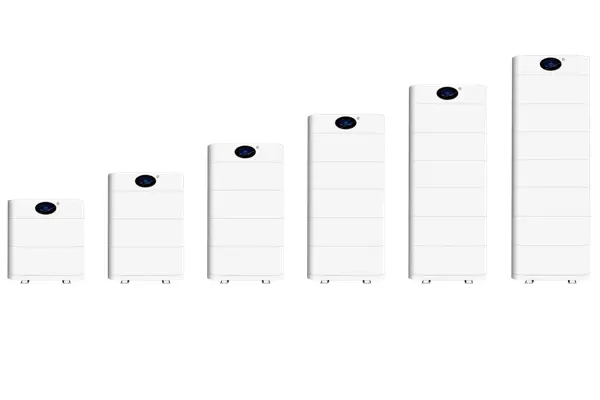
Discover home, industrial, stackable, and high-voltage solutions engineered directly in our production centers.